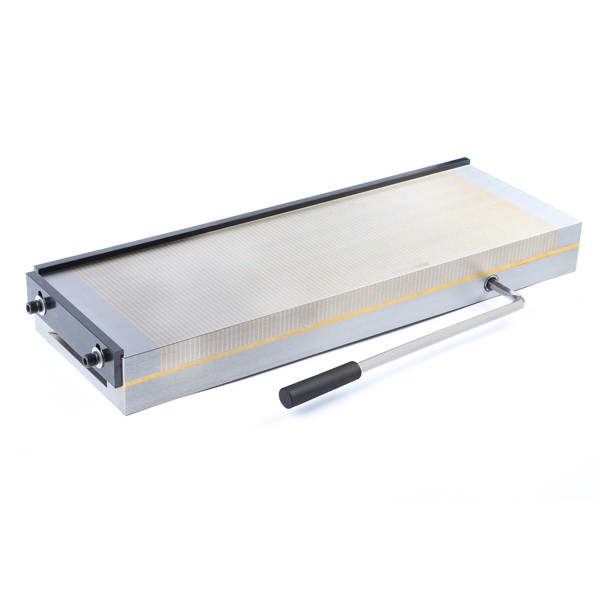
ਸਰਫੇਸ ਸ਼੍ਰੀਂਡਰ ਲਈ ਫਾਈਨ ਪੋਲ ਮੈਗਨੈਟਿਕ ਚੱਕ
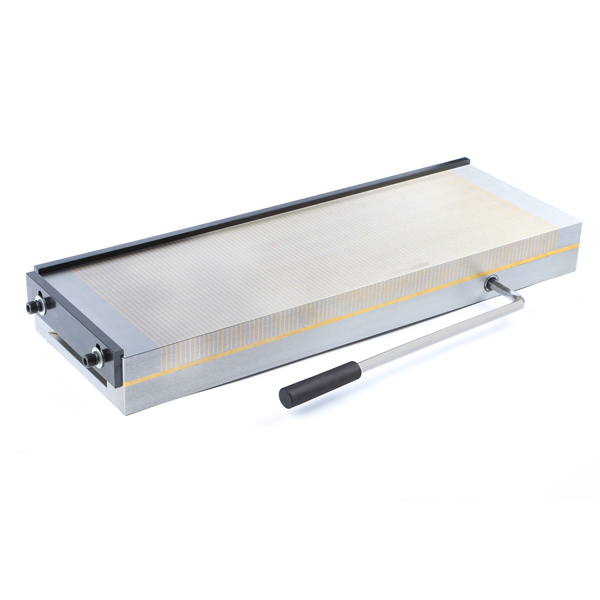
ਟੂਲ ਬੀਜ਼ ਉੱਚ ਗੁਣਵੱਤਾ ਦੀ ਸਪਲਾਈ ਕਰਦਾ ਹੈਚੁੰਬਕੀ ਚੱਕs ਸਭ ਤੋਂ ਉੱਚੇ ਮਾਪਦੰਡਾਂ ਦੇ ਅਨੁਸਾਰ ਨਿਰਮਿਤ ਹੈ ਅਤੇ ਸਟਾਕ ਤੋਂ ਸਭ ਤੋਂ ਆਮ ਆਕਾਰਾਂ ਵਿੱਚ ਉਪਲਬਧ ਹਨ, ਚੁੰਬਕੀ ਚੱਕ ਆਧੁਨਿਕ ਉਪਕਰਣ ਹਨ ਜੋ ਵਿਕਾਰਾਂ, ਮਕੈਨੀਕਲ ਕਲੈਂਪਾਂ ਅਤੇ ਫਿਕਸਚਰ ਨੂੰ ਬਦਲਦੇ ਹਨ, ਜੋ ਕਿ ਫਰੋਮੈਗਨੈਟਿਕ ਸਮੱਗਰੀਆਂ ਦੀ ਮਸ਼ੀਨਿੰਗ ਦੌਰਾਨ ਤੁਹਾਡੇ ਕੰਮ ਨੂੰ ਤੇਜ਼ ਕਰਦੇ ਹਨ।
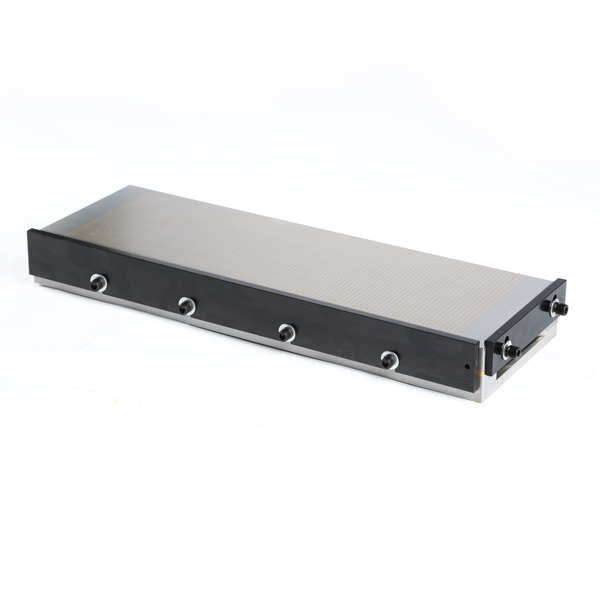
ਮੈਗਨੈਟਿਕ ਚੱਕਸ ਮਸ਼ੀਨ ਦੇ ਕੰਪੋਨੈਂਟਾਂ ਨੂੰ ਕਲੈਂਪਿੰਗ ਅਤੇ ਅਨਕਲੈਂਪਿੰਗ ਕਰਕੇ ਬਹੁਤ ਸਾਰਾ ਸਮਾਂ ਬਚਾ ਸਕਦੇ ਹਨ, ਜਦੋਂ ਕਿ ਉਤਪਾਦ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਏ ਬਿਨਾਂ ਵਰਕਪੀਸ ਨੂੰ 5 ਪਾਸਿਆਂ ਤੋਂ ਪਹੁੰਚਯੋਗ ਬਣਾ ਸਕਦੇ ਹਨ। ਵਰਕ ਹੋਲਡਿੰਗ ਲਈ ਚੁੰਬਕੀ ਚੱਕਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦਾ ਟੀਚਾ ਵਿਸ਼ਵ ਭਰ ਵਿੱਚ ਨਿਰਮਾਣ ਸਹੂਲਤਾਂ ਵਿੱਚ ਪ੍ਰਸਿੱਧ ਹੋ ਗਿਆ ਹੈ।
ਮਸ਼ੀਨਿੰਗ ਲਈ ਵਰਕਪੀਸ ਰਵਾਇਤੀ ਤੌਰ 'ਤੇ ਵਾਈਜ਼ ਜਾਂ ਫਿਕਸਚਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਜਗ੍ਹਾ 'ਤੇ ਰੱਖੇ ਜਾਂਦੇ ਹਨ, ਪਰ ਖਾਲੀ, ਕਾਸਟਿੰਗ, ਜਾਂ ਫੋਰਜਿੰਗ ਨੂੰ ਵੀ ਮਿਲਿੰਗ, ਮੋੜਨ, ਡ੍ਰਿਲਿੰਗ ਜਾਂ ਪੀਸਣ ਦੀ ਆਗਿਆ ਦੇਣ ਲਈ ਕਾਫ਼ੀ ਪਕੜ ਨਾਲ ਫੜਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਮੈਗਨੈਟਿਕ ਚੱਕ ਆਮ ਤੌਰ 'ਤੇ ਸਤਹ ਪੀਸਣ ਵਾਲੀਆਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਪਰ ਹੁਣ ਆਮ ਮਸ਼ੀਨਾਂ ਦੀਆਂ ਦੁਕਾਨਾਂ ਵਿੱਚ ਵੀ ਵਰਤੇ ਜਾ ਰਹੇ ਹਨ।
| ਆਰਡਰ ਨੰ. | ਮਾਪ | ਚੁੰਬਕੀ | ਵਿੱਥ | ਭਾਰ (ਕਿਲੋਗ੍ਰਾਮ) | ||
| (MM) | ਫੋਰਸ | (IRON+COPPER) | ||||
| L | B | H | 120N/CM² | 1.5+0.5 ਜਾਂ 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

ਚੁੰਬਕੀ ਚੱਕ ਦੇ ਲਾਭ
ਚੁੰਬਕੀ ਚੱਕਾਂ ਦੇ ਲਾਭਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ:
ਸੈੱਟਅੱਪ ਨੂੰ ਘਟਾਉਣਾ।
ਇੱਕ ਵਰਕਪੀਸ ਦੇ ਕਈ ਪਾਸਿਆਂ ਤੱਕ ਪਹੁੰਚ ਨੂੰ ਵਧਾਉਣਾ।
ਕੰਮ ਦੀ ਹੋਲਡਿੰਗ ਨੂੰ ਸਰਲ ਬਣਾਉਣਾ।
ਚੁੰਬਕੀ ਚੱਕ ਚਲਾਉਣ ਲਈ ਆਸਾਨ
ਚੁੰਬਕੀ ਚੱਕਾਂ ਦੀ ਸਪਲਾਈ ਕਰਕੇ ਸਾਡੇ ਫਾਇਦੇ:
* ਉੱਚ ਗੁਣਵੱਤਾ ਦੀ ਗਾਰੰਟੀਸ਼ੁਦਾ ਚੁੰਬਕੀ ਚੱਕ
* ਪ੍ਰਤੀਯੋਗੀ ਕੀਮਤ ਦੇ ਨਾਲ ਚੁੰਬਕੀ ਚੱਕ
ਵਰਤੋਂ ਵਿਧੀ
1. ਸ਼ੁੱਧਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਖੁਰਚਿਆਂ ਤੋਂ ਬਚਣ ਲਈ ਵਰਤੋਂ ਤੋਂ ਪਹਿਲਾਂ ਚੂਸਣ ਵਾਲੇ ਕੱਪਾਂ ਨੂੰ ਸਾਫ਼ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
2. ਵਰਕਪੀਸ ਨੂੰ ਚੂਸਣ ਵਾਲੇ ਟੇਬਲ 'ਤੇ ਰੱਖੋ, ਫਿਰ ਰੈਂਚ ਨੂੰ ਸ਼ਾਫਟ ਦੇ ਮੋਰੀ ਵਿੱਚ ਪਾਓ ਅਤੇ 1800 ਨੂੰ ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਘੁਮਾਓ, ਫਿਰ ਮਸ਼ੀਨਿੰਗ ਲਈ ਵਰਕਪੀਸ ਨੂੰ ਚੂਸੋ।
3. -400C–500C 'ਤੇ ਅੰਬੀਨਟ ਤਾਪਮਾਨ ਦੀ ਵਰਤੋਂ ਕਰੋ।ਚੁੰਬਕੀ ਕਮੀ ਨੂੰ ਰੋਕਣ ਲਈ ਕੋਈ ਦਸਤਕ ਜ਼ਰੂਰੀ ਨਹੀਂ ਹੈ।
4. ਜੇਕਰ ਵਰਕਪੀਸ ਮੁਕੰਮਲ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਰੈਂਚ ਨੂੰ ਸ਼ਾਫਟ ਦੇ ਮੋਰੀ ਵਿੱਚ ਪਾਓ ਅਤੇ ਇਸਨੂੰ 1800 ਵਾਰ ਘੜੀ ਦੇ ਉਲਟ ਦਿਸ਼ਾ ਵਿੱਚ "ਬੰਦ" ਕਰਨ ਲਈ ਘੁੰਮਾਓ, ਫਿਰ ਵਰਕਪੀਸ ਨੂੰ ਹਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
5. ਖੋਰ ਨੂੰ ਰੋਕਣ ਲਈ ਐਂਟੀਰਸਟ ਤੇਲ ਨਾਲ ਕੰਮ ਕਰਨ ਵਾਲੇ ਚਿਹਰੇ ਨੂੰ ਖਤਮ ਕਰੋ।